Per quanto evoluti e raffinati a livello di disegno, fondamentalmente dal punto di vista meccanico i motori moderni sono semplici. Le soluzioni impiegate sono razionali e il numero di componenti non è elevato. Alcuni di questi ultimi, come le valvole, le bronzine e le molle, hanno un aspetto addirittura banale. Analizzandoli attentamente ci si accorge però che le cose stanno diversamente e che essi sono frutto di un know-how molto avanzato, per acquisire il quale sono stati necessari decenni di studi, ricerche e sperimentazioni. Questo intenso e prolungato lavoro ha portato ad ottenere risultati straordinari in termini di affidabilità, durata, prestazioni ed efficienza, anche se le condizioni di lavoro sono diventate sempre più gravose.
In contrapposizione a una grande semplicità apparente, in questi casi vi è quindi una notevole complessità intrinseca.
L’esempio che segue dimostra chiaramente che le cose stanno proprio così. Di quando in quando in campo moto compaiono dei monocilindrici artigianali costruiti da abili e appassionati tecnici, che provvedono personalmente a realizzare la testa, il basamento e il cilindro (nonché l’albero a gomiti e la biella). Questi componenti vengono ricavati dal pieno, mediante lavorazioni meccaniche, o facendo ricorso alla colata in sabbia, per quanto riguarda quelli in lega di alluminio. Nessuno però si sognerebbe di costruire da sé parti come le valvole o le relative molle di richiamo, come pure i segmenti e i cuscinetti! Organi cioè estremamente semplici all’apparenza ma per realizzare i quali occorre una tecnologia specifica di livello molto elevato. E che non per nulla vengono prodotti da aziende altamente specializzate nei diversi settori, che li forniscono alle grandi case di auto e di moto.
Lo sviluppo dei componenti ha interessato il loro disegno e il loro dimensionamento, ma ancora di più i materiali con i relativi trattamenti e i riporti superficiali, la cui importanza è enormemente aumentata negli ultimi anni. E poi ci sono i procedimenti produttivi, i sistemi per impartire alle superfici di lavoro rugosità sempre minori e via dicendo.
Certi organi meccanici sono costretti a svolgere un lavoro improbo in condizioni di lavoro spesso estremamente gravose. Per fare un esempio, in un motore che ruota a 6000 giri/min, ogni valvola si deve aprire e richiudere 50 volte al secondo (ovvero 180.000 volte l’ora). Nei diesel fortemente sovralimentati si raggiungono pressioni massime di combustione dell’ordine di 200 bar. Questo significa che su una valvola avente un diametro di 36 mm si scaricano ben 2 tonnellate (per l’esattezza 2036 kg)! Nei motori a benzina le pressioni sono minori ma in quelli turbo di ultima generazione si arriva comunque dalle parti di 120 bar.
Le sollecitazioni termiche alle quali sono sottoposte le valvole di scarico sono addirittura infernali. Nel funzionamento a pieno carico al centro del fungo vengono raggiunte frequentemente temperature superiori a 800 °C. Logico quindi che questi componenti vengano realizzati con materiali speciali, specificamente sviluppati per il tipo di impiego in questione. E che vengano impiegati sottili rivestimenti superficiali in grado di proteggerli efficacemente dall’usura e dalla corrosione.
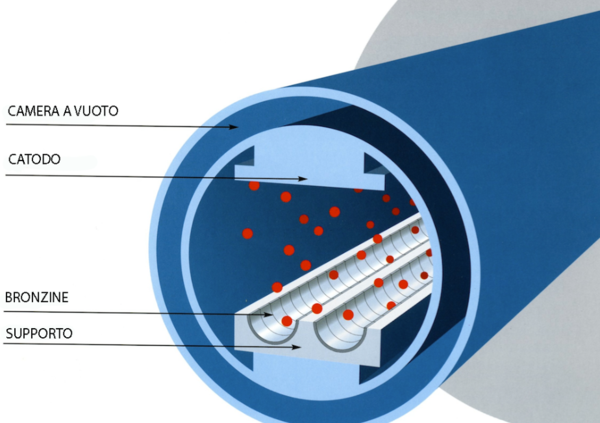
Le bronzine sono tra gli oggetti più semplici che si possano immaginare. Un sottile guscio di acciaio sul quale è applicato uno strato di metallo tenero. Questo in apparenza, perché in realtà si tratta di prodotti molto specialistici, per realizzare i quali occorre una tecnologia sofisticata. Quando devono avere una capacità di carico particolarmente elevata oggi si ricorre spesso a uno strato superficiale, dello spessore di 10 – 20 micron, che viene applicato sul materiale antifrizione con un bombardamento ionico noto tra i tecnici come polverizzazione catodica o sputtering. Si tratta di un processo PVD (Physical Vapor Deposition) che consente di ottenere sottili rivestimenti dalle eccellenti caratteristiche, ma che richiede tempo e ha un costo non trascurabile. Di notevole interesse è anche lo sviluppo di riporti a basso attrito a base di resina poliammide immide (PAI) impregnata di lubrificante solido e di particelle dure, specificamente studiati per le auto che impiegano il sistema stop and start.
Pure le molle delle valvole sembrano semplicissime. Devono però svolgere un compito improbo, specialmente nei motori molto veloci e/o con leggi del moto delle valvole molto radicali. Per realizzarle sono stati sviluppati acciai specifici, al cromo-vanadio e al cromo-silicio, la cui composizione deve essere controllata con grande precisione. Inoltre è importante che il materiale sia esente da impurità, come ad esempio particelle di ossido. Il procedimento produttivo deve svolgersi seguendo con la massima accuratezza quanto prescritto in fase di progettazione. Si svolge in più fasi e prevede trattamenti termici (distensione, talvolta anche nitrurazione) e una pallinatura controllata, da eseguire con sferule di acciaio del previsto diametro e della corretta durezza, che non di rado si svolge in due step. Di grande importanza è il presetting, ovvero l’assestamento iniziale. Tra i più recenti sviluppi in questo settore vi sono l’adozione di una geometria “beehive” (con parte superiore troncoconica) e l’impiego di filo con sezione non circolare ma ovale (multi-arc).